Einfassprofile für Bleche und Gitter
rotec Einfassprofile sind für Lochbleche, Bleche, Streckgitter, Wellengitter und PS-Gitter geeignet. Sie sind zum größten Teil direkt ab Lager Berlin in nur 24 Stunden lieferbar.
Typische Anwendungen sind zum Beispiel die Ausstattung von Galerien, Messe- oder Ladenbau, Einfassung von Lochblechen und Zuschnitten, Bilderrahmen, Balkonverkleidungen, Treppengeländerfüllungen oder die Verkleidung von Maschinen. Dabei bieten die Einfassungen eine ansprechende Optik und hohe Stabilität. Einfassprofile sind auch im Zuschnitt und in Sonderlängen lieferbar.
Neu: Unsere Einfassprofile für Bleche können Sie jetzt auch rund um die Uhr im rotec Onlineshop erwerben.
Rotec Profishop
Entdecken Sie unseren neuen Online-Shop mit über 10.000 Artikeln, die nun direkt verfügbar sind! Von Lochblechen über Streckmetalle bis hin zu Wellengittern, geschweißten Gittern und Strukturblechen – hier finden Sie alles, was Sie für Ihr nächstes Projekt benötigen. Profitieren Sie von über 35 Jahren Erfahrung, erstklassiger Qualität und fairen Preisen. Unser neuer Shop bietet Ihnen eine benutzerfreundliche Oberfläche und eine schnelle Navigation, damit Sie die perfekten Materialien im Handumdrehen finden.
Hier gelangen Sie zu unseren Einfassprofilen

Einfassprofile mit einer Schlitzbreite bis etwa 2,7 mm eigenen sich besonders zum Einfassen von Blechen und Lochblechen mit einer Stärke von bis zu 3 mm. Alle Profile sind geeignet, um passende Wellengitter, Streckgitter und Schweißgitter einzufassen.
Die Profile Typ A und B haben ein rundes, die Typen C und E, sowie 1 bis 8, haben ein rechteckiges Profil. Die Profile 6 bis 8 haben einen versetzten Schlitz. Sonderlängen und Zuschnitte sind auf Anfrage verfügbar. Die Zeichnungen der Profile könnnen mit einem Klick zur besseren Ansicht vergrößert werden.
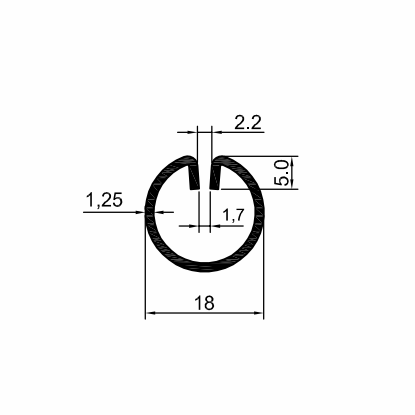
Typ A (Schlitzbreite 1,7 mm)
Für Bleche und Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl | 18 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1013 |
| Verzinkt | 18 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1023 |
| Aluminium | 18 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1033 |
| Edelstahl | 18 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1043 |
| Korn 240 | 18 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1053 |
Typ B 1.8 (Schlitzbreite 1,8 mm)
Für Bleche und Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl* | 27 mm | 1,5 mm | 1,8 mm | 3000 mm | EPBG1113 |
| Verzinkt | 27 mm | 1,5 mm | 1,8 mm | 3000 mm | EPBG1123 |
| Aluminium | 27 mm | 1,5 mm | 1,8 mm | 3000 mm | EPBG1133 |
| Edelstahl | 27 mm | 1,5 mm | 1,8 mm | 3000 mm | EPBG1143 |
| Korn 240 | 27 mm | 1,5 mm | 1,8 mm | 3000 mm | EPBG1153 |
*) Nur auf Anfrage.

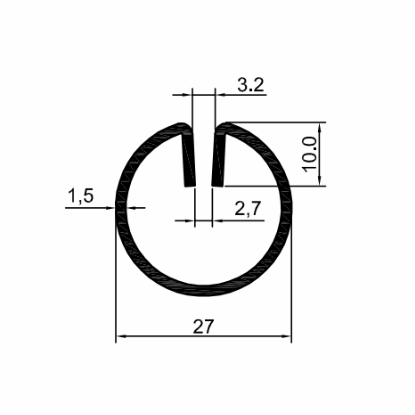
Typ B 2.7 (Schlitzbreite 2,7 mm)
Für Bleche und Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl* | 27 mm | 1,5 mm | 2,7 mm | 3000 mm | EPBG1213 |
*) Nur auf Anfrage.
Typ C (Schlitzbreite 1,7 mm)
Für Bleche und Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl | 20 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1313 |
| Verzinkt | 20 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1323 |
| Aluminium | 20 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1333 |
| Edelstahl | 20 mm | 1,25 mm | 1,7 mm | 3000 mm | EPBG1343 |
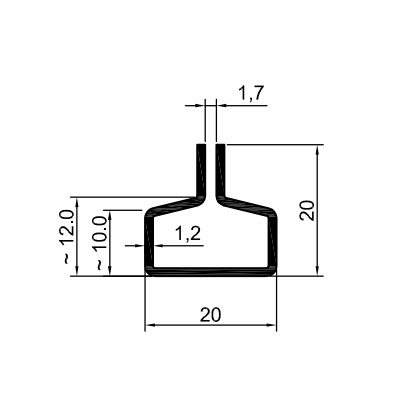
Typ E 1.7 (Schlitzbreite 1,7 mm)
Für Bleche und Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl | 20/30 mm | 1,5 mm | 1,7 mm | 3000 mm | EPBG1413 |
| Verzinkt | 20/30 mm | 1,5 mm | 1,7 mm | 3000 mm | EPBG1423 |
| Aluminium | 20/30 mm | 1,5 mm | 1,7 mm | 3000 mm | EPBG1433 |
| Edelstahl | 20/30 mm | 1,5 mm | 1,7 mm | 3000 mm | EPBG1443 |
| Korn 240 | 20/30 mm | 1,5 mm | 1,7 mm | 3000 mm | EPBG1453 |

Typ E 2.7 (Schlitzbreite 2,7 mm)
Für Bleche und Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl* | 20/30 mm | 1,5 mm | 2,7 mm | 3000 mm | EPBG1513 |
*) Nur auf Anfrage.
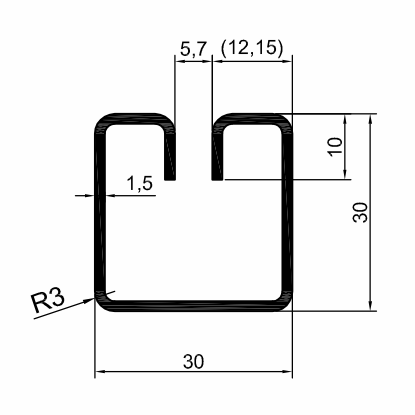
Typ 2 (Schlitzbreite 5,7 mm)
Für Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl | 30 × 30 mm | 1,5 mm | 5,7 mm | 3000 mm | EPBG0213 |
| Verzinkt | 30 × 30 mm | 1,5 mm | 5,7 mm | 3000 mm | EPBG0223 |
| Edelstahl* | 30 × 30 mm | 1,5 mm | 5,7 mm | 3000 mm | EPBG0243 |
*) Nur auf Anfrage.
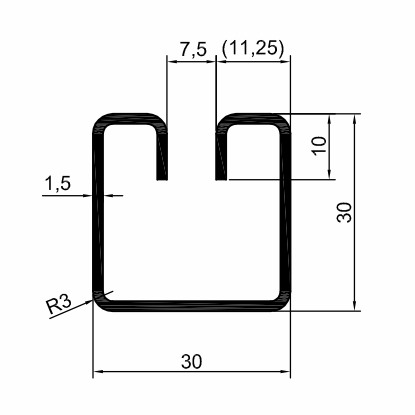
Typ 3 (Schlitzbreite 7,5 mm)
Für Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl* | 30 × 30 mm | 1,5 mm | 7,5 mm | 3000 mm | EPBG0313 |
| Verzinkt* | 30 × 30 mm | 1,5 mm | 7,5 mm | 3000 mm | EPBG0323 |
| Edelstahl* | 30 × 30 mm | 1,5 mm | 7,5 mm | 3000 mm | EPBG0343 |
*) Nur auf Anfrage.
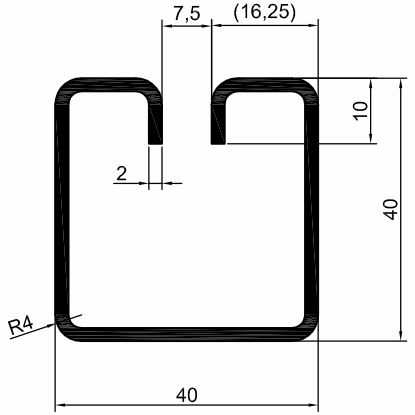
Typ 4 (Schlitzbreite 7,5 mm)
Für Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl | 40 × 40 mm | 2,0 mm | 7,5 mm | 3000 mm | EPBG0413 |
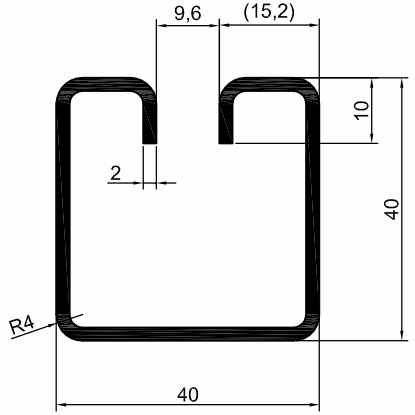
Typ 5 (Schlitzbreite 9,6 mm)
Für Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl* | 40 × 40 mm | 2,0 mm | 9,6 mm | 3000 mm | EPBG0513 |
*) Nur auf Anfrage.
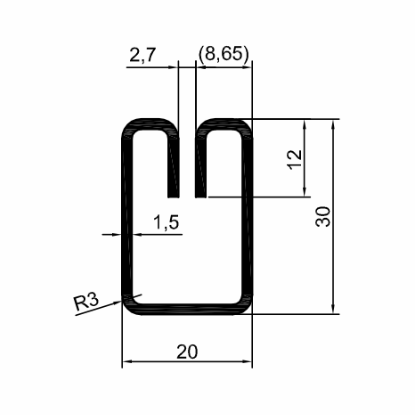
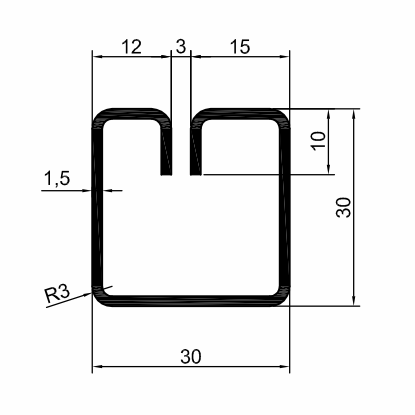
Typ 6 (Schlitzbreite 3,0 mm)
Für Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl | 30 × 30 mm | 1,5 mm | 3,0 mm | 3000 mm | EPBG0613 |
| Edelstahl | 30 × 30 mm | 1,5 mm | 3,0 mm | 3000 mm | EPBG0643 |
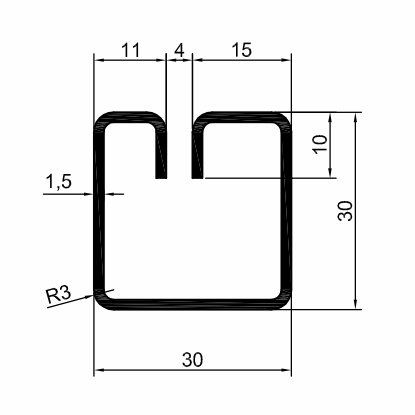
Typ 7 (Schlitzbreite 4,0 mm)
Für Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl | 30 × 30 mm | 1,5 mm | 4,0 mm | 3000 mm | EPBG0713 |
| Verzinkt | 30 × 30 mm | 1,5 mm | 4,0 mm | 3000 mm | EPBG0723 |
| Edelstahl | 30 × 30 mm | 1,5 mm | 4,0 mm | 3000 mm | EPBG0743 |
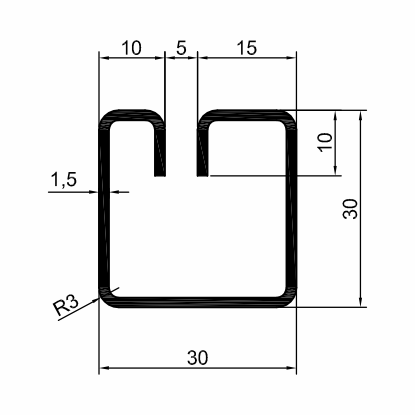
Typ 8 (Schlitzbreite 5,0 mm)
Für Gitter
| Werkstoff | Außenmaß | Wandstärke | Schlitz | Profillänge | Art.-Nr. |
|---|---|---|---|---|---|
| Stahl | 30 × 30 mm | 1,5 mm | 5,0 mm | 3000 mm | EPBG0813 |
Ihre Ansprechpartner für Einfassprofile
Für Beratung und Preise zum Thema Einfassprofile und Geländersysteme richten Sie Ihre Anfrage bitte an:
-
Yasemin Solsun
Beratung & Verkauf
030 789039-14
y.solsun@rotec-berlin.de -
Janine Ritter
Beratung & Verkauf
030 789039-80
j.ritter@rotec-berlin.de
Oder online via: rotec Anfrageformular